

Site / Country: Spechtsbrunn, Germany
GOM System: ATOS Capsule
GOM Software: ATOS Professional, GOM Inspect Professional
Company’s field of work: Design, prototype construction, milling technology
The Thuringian company Seifferth GmbH manufactures injection molds and product-quality prototypes from 500 different plastics with its 20 employees – mainly for the automotive industry and the glass processing and medical sectors. The accuracy requirements for these molded parts are strict: Just a few hundredths of a millimeter deviation from the geometric nominal value disqualify the produced part.
3D scanner replaces tactile measuring procedures “In the past, we were content with commissioning a service provider to measure the produced prototypes tactilely, but, over the years we became less and less satisfied with this process,” says Ulrich Seifferth, Managing Director of Seifferth GmbH. “On one hand, we were reliant on the availability of the service provider, on the other hand we found the density of information obtained through tactile measuring to be increasingly insufficient. In the end, you know that certain points match. But what about the rest?”
So, the idea emerged to invest in its own measuring machine which records the entire component surface to a very high level of accuracy. At the end of 2016, the choice was made to purchase the ATOS Capsule precision scanner produced by GOM. At the beginning, only produced prototypes went under the scanner. “But even then, we could see the previously unused potential of the ATOS Capsule: The system could be used flexibly and independent of location. Why not also scan the tools, in order to wipe out any sources of error early during manufacturing?”, asked Seifferth. Today, the ATOS Capsule is used in all stages of the manufacturing process. “We scan everything we build, regardless of material: individual milled parts from mold making, tool inserts, sometimes directly on the spotting press, as well as the actual plastic prototypes themselves.”
The ATOS Capsule is optimally suited to the specimens produced by Seifferth, which are parts with complex contours, narrow tolerances and challenging surfaces. The high-performance sensors in the precision scanner record up to 12 million independent measuring points within 1 to 2 seconds without contact, so that the scanner reveals even minimal deviations from the nominal value. “The recording quality of the scanner is immense,” Ulrich Seifferth believes, “even in comparison with its competitors. Before purchasing the ATOS Capsule, we benchmarked the system with the solutions offered by other service providers. The ATOS Capsule won us over with the significantly better quality of the polygon mesh generated.”

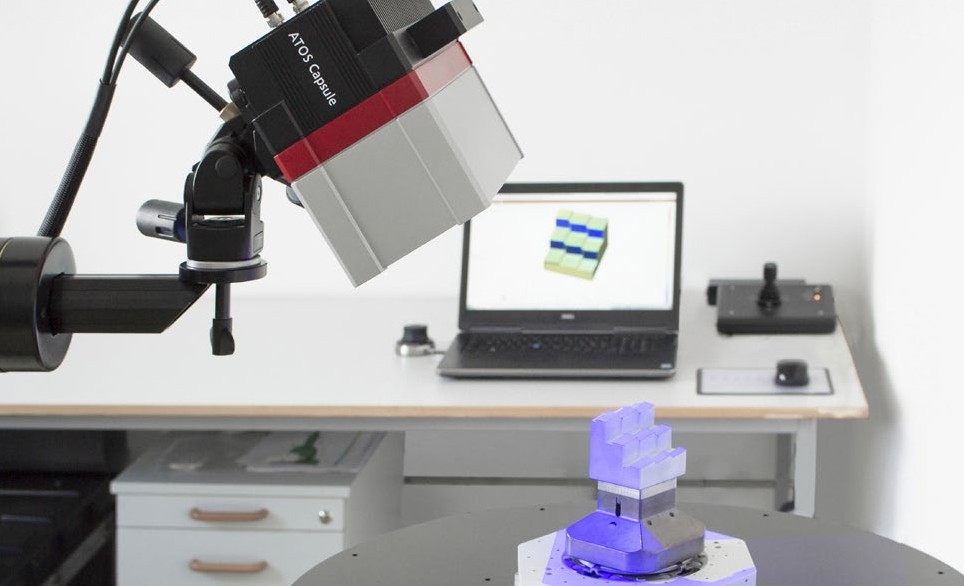
Fig. 1: The ATOS Capsule is used directly during production to check the tool inserts.
In the image: Managing Director Ulrich Seifferth and employee Maik Muschko
Even for tool inserts with high gloss polished surfaces, the GOM 3D scanner can be relied upon: The Triple Scan Principle (see text box) ensures a high level of data density without glitches, despite the reflection. The integrated Blue Light Technology ensures that any disrupting environmental light is filtered out during image acquisition. The light sources are so powerful that even on uncooperative surfaces measuring data is captured.

Fig. 2: Tool insert in close-up view
Targeted optimizing instead of long experimenting Today, the ATOS Capsule is an integral component of a comprehensive production optimization strategy at Seifferth, which places the focus on precision in all stages of the process. “The injection molding of high-tech plastic parts is extremely demanding,” Managing Director Ulrich Seifferth explains. “Numerous parameters decide whether the part is perfect at the end. We often work with thermoplastic high-performance plastics which follow their own rules during processing and require special equipment: This includes glass-fiber reinforced polyamide, e. g., PPS GF 40 or numerous polyamides with very high operating temperatures which are also used as materials to replace metal. Knowledge of the material behavior must be integrated even when designing the tools.”
 The scrutinizing starts during the initial consultation with the customer: What loads and temperatures will the tool be exposed to at a later point? Do the wall thicknesses match the requirements? Which material is the best for the intended purpose? Seifferth and his team put all the details on trial. “Then we get to work on designing the formative tool inserts and use these in the root structures. We validate the design with injection point and cooling system using an injection molding simulation.
The scrutinizing starts during the initial consultation with the customer: What loads and temperatures will the tool be exposed to at a later point? Do the wall thicknesses match the requirements? Which material is the best for the intended purpose? Seifferth and his team put all the details on trial. “Then we get to work on designing the formative tool inserts and use these in the root structures. We validate the design with injection point and cooling system using an injection molding simulation.
This yields information on the behavior of the melt front and the warpage to be expected, among other things. The tool is optimized virtually until all of the adjusting screws match. This minimizes tool reworking massively.”
Mold making: Space Puzzle Molding with multi-level object digitizing
However, the tool cannot just pass the suitability test on paper, it has to be manufactured perfectly. “The design is the blueprint – manufacturing is where it can all go wrong. If an accuracy of 0.02 mm is required for an injection-molded part, the milled tool must logically display an even higher level of precision. For complex contours and if ten milling tools are required per insert, this can be even more of a challenge.”
Seifferth relies on Space Puzzle Molding in mold making, in which the 400 to 600 mm large tool is assembled from many small individual parts. With this construction kit method, changes to prototypes or tools can be implemented particularly quickly and cost-effectively, because only the relevant parts have to be reworked or adapted instead of the entire mold.
The ATOS Capsule is used in several steps here: In the first step, Seifferth digitizes each individual milled part made of aluminum, steel or tempered steel, which will be integrated into the tool later. This is how the team obtains detailed quality information before the entire mold is produced and errors in single parts will therefore not result in an unacceptable total error. The nominal- actual comparison gives information on whether and at which point the milled part must be reworked. The Seifferth team then assembles the tool and checks the dimensional accuracy and surface quality of the tool again using the scanner. Following, this goes to the spot- ting press to check the functionality of the tool under conditions that are close to reality. The scanner is also used here. “It was actually my employees that came up with this idea,” Ulrich Seifferth reports. “I have a really great team which is always on the search for opportunities to improve. The employees like to work with the scanner as it is easy to operate. So they use it as often as possible as an aid.”
Accompanying measurements throughout the series
At Seifferth, series production involves between 50 and 7,000 parts – and nobody wants to go without the scanner for this either. “On one hand, we measure the parts at random in order to check for warpage, shrinkage and other deviations to the nominal value, on the other hand, we also check the tool wear in ongoing production. Just recently, we experienced such a case.
We were producing a part made of glass-fiber  reinforced plastic, which seemed inconspicuous at first, but played an important role in concentricity as the part functioned in turn as a mold. It had a bore hole which had to fit precisely. In order to guarantee the dimensional accuracy, we took a part from ongoing production every three hours, scanned it from the inside and the outside and compared the nominal value with the actual value. This customer then asked me: “Mr. Seifferth, how many parts can be produced from this, before the tool is so worn out that the bore hole doesn’t fit anymore?”. GRP has an abrasive effect – so it is only a question of time before the tool is worn out. It was exactly at this point that guesswork was used before the scanner was purchased. Now, we can give the customer a clear answer based on hard facts: The bore hole of the plastic part in question is produced with a copper pin. We now check this periodically for wear and tear using the scanner. I can then say to the customer at the end: The output rate before the pin must be changed is around X parts. The treasure trove of data that we obtain from the scanner ensures that we receive a huge amount of information in advance. The manufacturing process is much easier to plan for us as well as for the customer.”
reinforced plastic, which seemed inconspicuous at first, but played an important role in concentricity as the part functioned in turn as a mold. It had a bore hole which had to fit precisely. In order to guarantee the dimensional accuracy, we took a part from ongoing production every three hours, scanned it from the inside and the outside and compared the nominal value with the actual value. This customer then asked me: “Mr. Seifferth, how many parts can be produced from this, before the tool is so worn out that the bore hole doesn’t fit anymore?”. GRP has an abrasive effect – so it is only a question of time before the tool is worn out. It was exactly at this point that guesswork was used before the scanner was purchased. Now, we can give the customer a clear answer based on hard facts: The bore hole of the plastic part in question is produced with a copper pin. We now check this periodically for wear and tear using the scanner. I can then say to the customer at the end: The output rate before the pin must be changed is around X parts. The treasure trove of data that we obtain from the scanner ensures that we receive a huge amount of information in advance. The manufacturing process is much easier to plan for us as well as for the customer.”
Fewer correction loops, quicker initial sampling, fixed deadlines
By using the ATOS Capsule, Seifferth could streamline its manufacturing process to a high extent: Previously, four to five correction loops were necessary until initial sampling – today, two to three loops are sufficient. “We can not only deliver faster, but we can also set fixed deadlines, even for demanding orders. The entire process is calculable. We know exactly what we need to correct on the tool to get the desired result. Instead of looking into the crystal ball, today, we can optimize the tools in a targeted manner and predict their service life.”
Vision for the future: Automation of measurement At Seifferth GmbH, the entire milling chain is already automated: The company continues producing without staff through the night. Now, Seifferth is planning the automation of measurement with component handling from the point of “Batch Size 1”. “We have already begun to establish internal standards to make this vision a reality as soon as possible.”