

Mark Two là dòng máy in 3D để bàn của Markforged – Một thương hiệu máy in 3D nổi tiếng đến từ Mỹ. Dưới đây là bài viết đánh giá về máy in 3D Mark Two đến từ 3D Printing Industry.
Markforged là thương hiệu máy in 3D có trụ sở tại Watertown, Massachusetts, Mỹ, được thành lập vào năm 2013 và ngày càng khẳng định được vị trí của mình với sự phát triển của dòng máy in 3D FFF hiệu suất cao. Các sản phẩm ấn tượng của Markforged bao gồm: Máy in kim loại Metal X, Hệ thống máy in sợi carbon công nghiệp như FX20, X7 và các dòng máy composite để bàn như Onyx One và Onyx Pro.
Mark Two là máy in 3D Composite để bàn hàng đầu của Markforged với đầu in kép, hoạt động dựa trên công nghệ gia cố sợi liên tục (CFR). Máy in này có khả năng tích hợp các sợi gia cố liên tục vào các chi tiết polyme, giúp chi tiết in có kết cấu chắc chắn và có khả năng chịu lực cao hơn so với in bằng công nghệ FFF thông thường.
 Markforged Mark Two. (Ảnh của 3D Printing Industry)
Markforged Mark Two. (Ảnh của 3D Printing Industry)
Thương hiệu Markforged – Thương hiệu máy in uy tín hàng đầu trên thế giới
Markforged sẽ hướng dẫn mọi thứ mà bạn cần để bắt đầu quá trình in 3D Composite. Gói sản phẩm trao tới khách hàng sẽ bao gồm: Máy in, một bộ dụng cụ cầm tay, một hộp lưu trữ vật liệu, một cuộn sợi Onyx (PA6-CF) và năm cuộn sợi gia cố (2x Carbon Fibre, 1x Fiberglass, 1x High Strength High Temperature fiber và 1x Kevlar).
Máy in 3D của Markforged luôn chú trọng hàng đầu về chất lượng và đã được NYSE niêm yết. Khung máy bằng nhôm được thiết kế đẹp, tối giản, mang lại cảm giác chắc chắn, cao cấp. Máy có trọng lượng chỉ 16kg – là một lựa chọn tuyệt vời nếu bạn muốn quan sát trực quan và đặt ngay tại bàn làm việc.
Nhìn vào bên trong máy, chúng ta có thể thấy máy in có cấu tạo hệ thống trục T-Belt, là cấu trúc được phát triển và sở hữu độc quyền bởi Markforged. So với cấu trúc Cartesian tiêu chuẩn, hệ thống này cứng hơn, nhanh hơn và chính xác hơn. Cấu trúc đai được chế tạo nhằm mục đích giảm thiểu mô-men xoắn trên giàn in trong khi vẫn cho phép chuyển động đầu in nhanh chóng và tối đa hóa độ chính xác.
Mark Two có kích thước in lên đến 320 x 152 x 154mm, không phải là lớn nhưng nó cung cấp đủ không gian làm việc cho hầu hết các ứng dụng có quy mô trung bình. Mặc dù không phải bàn in điều chỉnh nhiệt, nhưng nhờ khung máy được bọc kín hoàn toàn nên khoang in luôn được đảm bảo ấm hơn nhiệt độ môi trường bên ngoài máy. Điều này đóng vai trò quan trọng đối với sợi vật liệu có nhiệt độ nóng chảy cao như Nylon, vì nó giúp tránh các vấn đề phân tách hay cong vênh xảy ra khi một bộ phận bị co lại do luồng không khí lạnh. Ngoài ra, bàn in cũng có thể tháo rời, giúp việc lấy mẫu trở nên đơn giản và dễ dàng hơn rất nhiều.
Về khả năng in của máy, hệ thống in của Mark Two tích hợp một cụm đầu in kép. So với cấu tạo IDEX, đầu in kép tiêu chuẩn sẽ nặng và kém chính xác hơn trên trục X nhưng nhẹ và chính xác hơn trên trục Y.
Nhiệt độ vòi phun tối đa ở mức 300 ° C, cho phép Mark Two in được sợi Onyx, sợi Nylon liên tục, sợi carbon, thủy tinh, Kevlar và sợi thủy tinh HSHT. Cả hai đầu phun đều được hỗ trợ bởi hệ thống in Bowden thay vì bộ in truyền động trực tiếp, nhưng Markforged vẫn có thể in sợi TPU linh hoạt với khả năng lặp lại tuyệt vời trong môi trường R&D.

Quy trình in 3D thân thiện
Mark Two sở hữu màn hình cảm ứng 4 inch đủ màu với giao diện người dùng gọn gàng và tinh tế. Giao diện hỗ trợ nhiều tùy chọn ngôn ngữ, trung tâm điều khiển cho phép người dùng hiệu chỉnh bàn in, chọn vật liệu, bắt đầu và dừng các lệnh in. Markforged đã chọn sử dụng một giao diện dựa trên Linux mà chúng tôi nhận thấy là cực kỳ mượt mà và không mất thời gian chờ, đồng thời người dùng cũng có quyền truy cập kết nối Wi-Fi.
Một tính năng đáng chú ý của Mark Two là giá đỡ cuộn vật liệu bên ngoài đi kèm với hệ thống. Đây này là một hộp khô để giữ vật liệu hoạt động trong môi trường không ẩm ướt, đảm bảo lưu trữ an toàn trong thời gian dài và hiệu quả của vật liệu.
Markforged chỉ có một phương pháp căn chỉnh bàn in và đây là phương pháp hoàn toàn thủ công, vì máy không có cảm biến được tích hợp vào đầu in. Cách thao tác khá cơ bản, máy sẽ đặt đầu in tại ba điểm khác nhau trên bàn in và thông báo người dùng điều chỉnh chiều cao của bàn bằng cách sử dụng ba núm vặn bên dưới. Mặc dù chúng ta đều muốn một phương pháp hoàn toàn tự động, nhưng việc căn chỉnh chỉ mất khoảng mười phút và được hướng dẫn vô cùng chi tiết.
 Hộp đựng vật liệu. (Ảnh của 3D Printing Industry)
Hộp đựng vật liệu. (Ảnh của 3D Printing Industry)
Phần mềm phân lớp Eiger
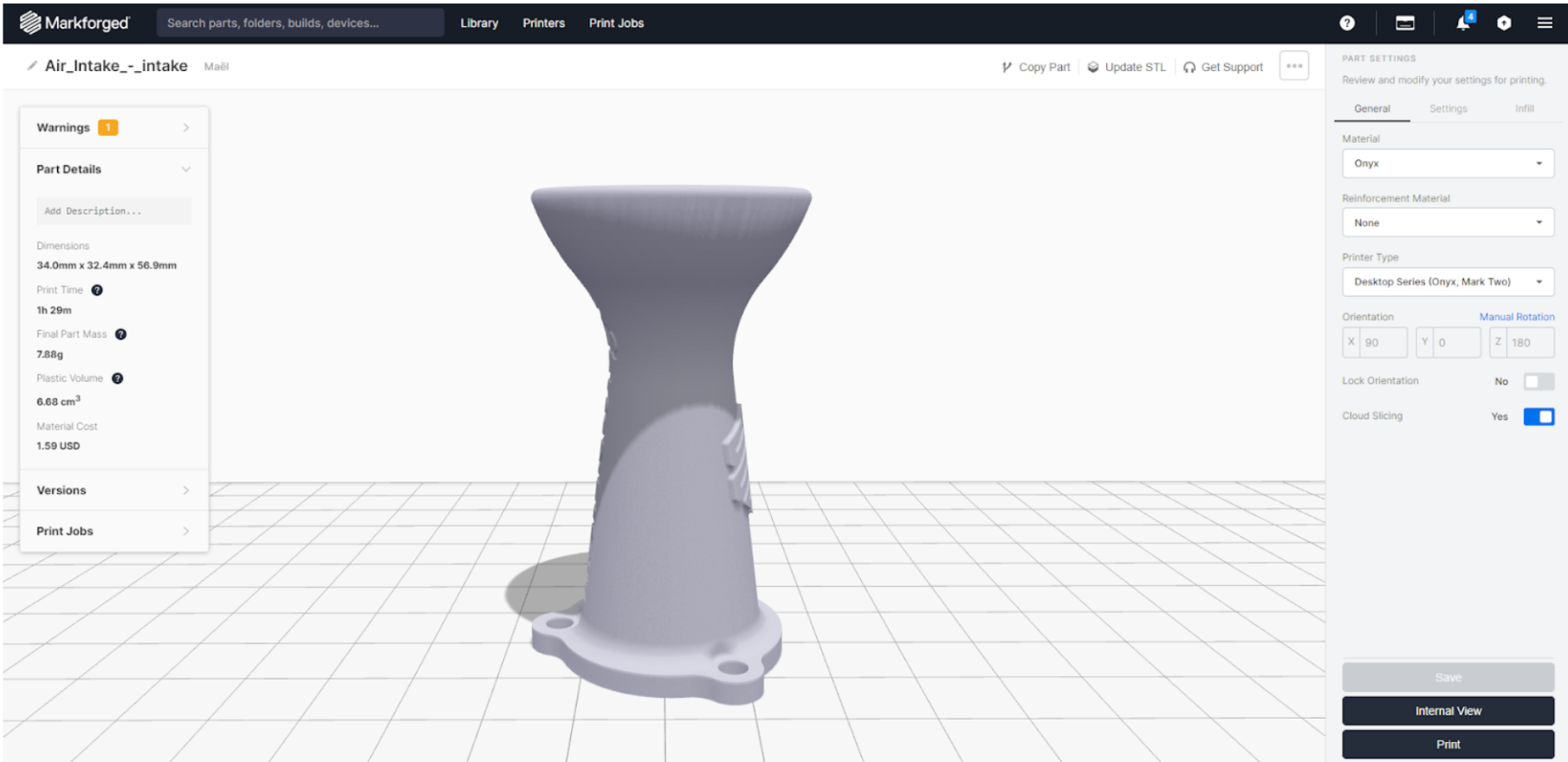
Giống như nhiều nhà sản xuất máy in 3D, Markforged cung cấp phần mềm phân lớp riêng để sử dụng với Mark Two: Eiger. Eiger có tông màu đen và xám đơn giản, chương trình hoạt động khá giống với bất kỳ máy phân lớp FFF nào khác với chức năng thao tác mô hình cơ bản và dễ sử dụng. Giao diện người dùng đơn giản, tinh tế với thông tin tóm tắt ở phía bên trái, cửa sổ làm việc ảo ở trung tâm và một vài thông số có thể sửa đổi ở bên phải.
Một tính năng nổi bật của Eiger là mức độ tối ưu mà Markforged đã dành cho nó. Phần mềm chỉ cho phép người dùng sửa đổi cài đặt in cơ bản nhất, giảm thiểu lỗi sai từ người vận hành. Mặc dù một số người dùng có thể thích can thiệp vào toàn bộ các cài đặt in, nhưng đây vẫn là một điều tích cực vì các thuật toán phân lớp được thiết lập trước cực kỳ hiệu quả trong việc cung cấp các lệnh in thành công. Các thông số có thể tùy chỉnh bao gồm lựa chọn vật liệu, chiều cao lớp, dạng lõi, mật độ lõi và độ dày thành.
Đương nhiên, Eiger cũng cho phép người dùng sửa đổi các vật liệu gia cố sợi trong các mẫu in của họ với các tùy chọn về chất liệu sợi, vị trí sợi, góc sợi và hơn thế nữa. Nhìn chung, quy trình làm việc được sắp xếp hợp lý, đủ để bất kỳ ai cũng có thể thực hiện nhưng vẫn đảm bảo chiều sâu để kiểm soát kết quả của quá trình in.
Về mặt hiệu suất kỹ thuật, chúng tôi không gặp phải bất kỳ lỗi nào trong khi thử nghiệm và việc di chuyển giữa các menu khác nhau diễn ra nhanh chóng. Tóm lại, Eiger là một trong những phần mềm phân lớp ưa thích của chúng tôi, và điều này là hiển nhiên với một công ty như Markforged.
 Giao diện người dùng Eiger. Hình ảnh của 3D Printing Industry.
Giao diện người dùng Eiger. Hình ảnh của 3D Printing Industry.
Đánh giá điểm chuẩn của Mark Two: 79/100
Vậy máy in 3D Markforged Mark Two đã vượt qua các bài kiểm tra điểm chuẩn của chúng tôi như thế nào?
Chúng tôi bắt đầu với mô hình đo điểm chuẩn của 3D Prining Industry với mẫu in bằng Onyx, mô hình này hợp nhất từ nhiều thử nghiệm in các mẫu nhỏ hơn của chúng tôi. Chúng tôi ấn định cho mỗi phần riêng lẻ một điểm số có trọng số dựa trên các yếu tố như độ chính xác của kích thước, chất lượng bề mặt và tính toàn vẹn của cấu trúc. Mark Two đã giành được điểm tổng thể là 79/100 – vượt qua kết quả mà một máy in 3D chuyên nghiệp cần đạt là trên 60 điểm.

Nhìn chung, đây là một mô hình điểm chuẩn rất ấn tượng. Thứ nhất, phần nhô ra của thử nghiệm được thiết kế để xác định các góc mà hệ thống có thể in mà không cần sử dụng các cấu trúc hỗ trợ. Mark Two đã quản lý để in ở nhiệt độ lên đến 60 ° mà không gặp bất kỳ sự cố nào, đây là một kết quả đáng kinh ngạc đối với vật liệu composite.
Tương tự, bài kiểm tra in bắc cầu nhằm xác định khả năng in ngang của hệ thống. Mark Two đã đạt được chiều dài cầu 20mm thành công, đây là một kết quả đáng nể, đặc biệt là khi cân nhắc tính chất khó gia công của Onyx.
Kiểm tra độ bền kéo
Độ bền kéo là một yếu tố quan trọng khi sản xuất các chi tiết, bộ phận bằng máy in 3D. Để đánh giá hiệu quả từ việc gia cố sợi liên tục của Mark Two, chúng tôi đưa chiếc máy trải qua một loạt các bài kiểm tra độ bền phù hợp với tiêu chuẩn ISO 527-2. Thử nghiệm được thực hiện bởi các kỹ sư của chúng tôi tại khoa Cơ khí và Công nghệ của trường Đại học Universityité de Rennes 1 (Pháp).

Chúng tôi đã in 3D tổng cộng mười mẫu xương chó bằng composite sử dụng sợi Onyx, mỗi mẫu đều được gia cố sợi một cách khác nhau. Các mẫu in sau đó được kiểm tra trên máy thử độ bền kéo Lloyd LR50K với khả năng kéo lên đến 50kN:
- Không gia cố: Không có sợi gia cố liên tục
- CF1ISO: Năm lớp sợi carbon đẳng hướng
- CF2ISO: Mười lớp sợi carbon đẳng hướng
- CF2CON: Mười lớp sợi carbon đồng tâm
- FG1ISO: Năm lớp sợi thủy tinh đẳng hướng
- FG2ISO: Mười lớp sợi thủy tinh đẳng hướng
- HT1ISO: Năm lớp sợi thủy tinh HSHT đẳng hướng
- HT2ISO: Mười lớp sợi thủy tinh HSHT đẳng hướng
- KV1ISO: Năm lớp kevlar đẳng hướng
- KV2ISO: Mười lớp kevlar đẳng hướng
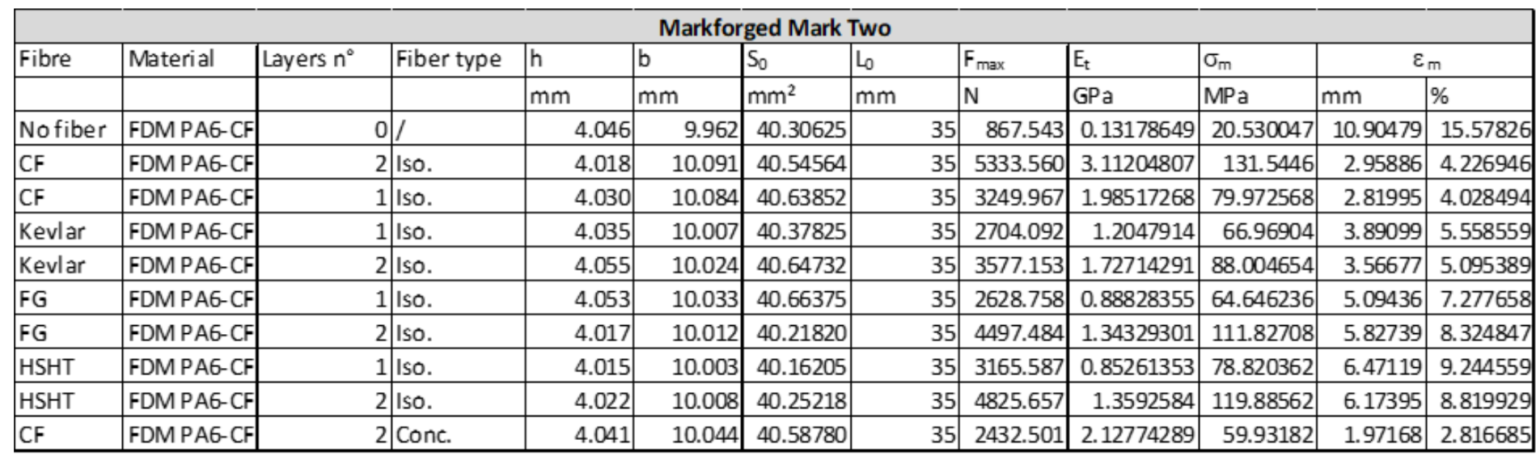
Nhìn vào kết quả, rõ ràng là sự gia tăng độ bền kéo lớn nhất đến từ mười lớp gia cố bằng sợi carbon đẳng hướng (CF2ISO). Mẫu in không gia cố bị gãy khi lực tác dụng lên tới 867,54N, trong khi CF2ISO bị gãy khi lực tác dụng chạm mốc 5333,56N – tăng 6,15 lần sức mạnh.
Có một điểm đáng lưu ý là mẫu in (CF2ISO) cũng có sự gia tăng lớn nhất trong Young’s Modulus (E), là thước đo độ cứng kéo. Giá trị E cao hơn tương ứng với vật liệu cứng hơn và ít biến dạng hơn dưới tải trọng đàn hồi, trong khi giá trị E thấp hơn có nghĩa là vật liệu đàn hồi và linh hoạt hơn khi chịu tải. Mẫu in không gia cố chỉ cung cấp giá trị E là 0,131GPa, trong khi mười lớp sợi carbon đẳng hướng mang lại 3,112GPa: cải thiện 23,8 lần về độ cứng.
Cuối cùng, chúng tôi xem xét độ giãn dài khi đứt, là bài đo độ dẻo. Phép đo cho thấy một mẫu in có thể được kéo dài bao nhiêu phần trăm so với chiều dài ban đầu trước khi nó bị gãy. Mẫu in không gia cố có độ dẻo cao nhất ở mức 15,6%, trong khi mẫu được gia cố bằng mười lớp sợi carbon đồng tâm (CF2CON) được chứng minh là có độ dẻo thấp nhất với 2,8%.

Kiểm tra quỹ đạo đường tròn
Tiếp đó, chúng tôi in 3D một tập hợp các bài kiểm tra quỹ đạo đường tròn để đánh giá biên dạng lặp lại của Mark Two. Bằng cách nghiên cứu sự phân phối chuẩn của đường kính các đường tròn đồng tâm, chúng ta có thể nói rằng máy in cung cấp đủ khả năng lặp lại khi độ chính xác trung bình dưới 0,1mm và độ lệch chuẩn dưới 0,05mm. Các thiết bị đo lường của chúng tôi có độ chính xác đến ± 0.015mm.
 Các mẫu thử quỹ đường đạo tròn. (Ảnh của 3D Printing Industry)
Các mẫu thử quỹ đường đạo tròn. (Ảnh của 3D Printing Industry)
Kết quả cho thấy khả năng lặp lại tốt, với độ chính xác trung bình là 0,1004mm cho trục X và 0,2082mm cho trục Y, dẫn đến mức trung bình là 0,1543mm cho tất cả các trục. Mặc dù giá trị trung bình hơi cao nhưng độ lệch chuẩn trung bình chỉ là 0,0193mm, tốt hơn nhiều so với phần lớn các máy in 3D mà chúng tôi đã từng đánh giá.
Điều đáng chú ý ở đây là trục X chính xác hơn đáng kể so với trục Y vì trục trước được dẫn động bởi hai động cơ bước trong khi trục sau chỉ được cung cấp bởi một động cơ. Do đó, chúng tôi khuyên bạn nên in dọc theo trục X khi các bộ phận in yêu cầu dung sai chặt chẽ. Mặc dù rõ ràng rằng kích thước càng lớn (các vòng tròn càng lớn) thì máy in sẽ càng kém chính xác.
 Kết quả thử nghiệm quỹ đạo tròn. (Hình ảnh của 3D Printing Industry)
Kết quả thử nghiệm quỹ đạo tròn. (Hình ảnh của 3D Printing Industry)
Dưới đây, bạn sẽ tìm thấy các đường cong hình chuông cho các vòng tròn tốt nhất và tệ nhất trong bài kiểm tra – Một vòng tròn cho trục X và ba cho trục Y. Trong trường hợp tốt nhất, 99,6% hình tròn 20mm do máy in 3D này sản xuất sẽ nằm trong khoảng từ 19,95mm đến 20,01mm. Trong trường hợp tệ nhất, 99,6% vòng tròn 100mm do máy in 3D này chế tạo sẽ nằm trong khoảng từ 99,67mm đến 99,78mm.

Kiểm tra ứng dụng thực tế
Chúng tôi đã kết thúc thử nghiệm của mình bằng bộ 3 ứng dụng trong thực tế in 3D hàng ngày. Bộ đầu tiên bao gồm bốn mẫu in, mỗi mẫu được in từ Onyx gia cố bằng sợi carbon: cần phanh xe máy, bộ kẹp cho máy thử độ bền kéo, phích cắm và vây cho ván lướt sóng và một bánh răng.




Mark Two đã xử lý tất cả các bài kiểm tra bản in bằng sợi carbon một cách đẹp mắt, ít nhất thì chất lượng bề mặt của cả bốn bản dựng đều tuyệt vời và không có sai xót. Cần phanh và bộ kẹp phanh hoàn hảo và không yêu cầu bất kỳ quá trình xử lý nào khi đi vào sử dụng.
Độ bền tuyệt đối của các vây ván lướt sóng cũng rất đáng chú ý, vì chúng phải chịu được lực tác động cao nếu thực sự được tích hợp vào ván lướt sóng. Chúng tôi đã thử nhưng chúng thật sự quá cứng để có thể bẻ gãy, đây là một minh chứng cho những cải tiến hiệu suất được cung cấp bởi các sợi gia cố liên tục. Tương tự như vậy, bánh răng in 3D đã thành công và chắc chắn có thể được sử dụng thực tế trong hệ thống lắp ráp lớn hơn.
Các chi tiết tiếp theo được in bằng cách sử dụng Onyx gia cố bằng sợi Kevlar: một vỏ hộp nhãn hiệu Markforged và một vỏ iPhone. Thường được sử dụng trong áo chống đạn, Kevlar là một vật liệu tuyệt vời giúp cho một bộ phận có khả năng chịu lực tốt hơn.
Cả hai vỏ đều được in thành công với chất lượng bề mặt cao và đảm bảo tính toàn vẹn của cấu trúc. Trong trường hợp của vỏ iPhone, chúng tôi nghĩ rằng vật liệu quá cứng để dùng làm vỏ điện thoại nhưng nó vẫn là một bằng chứng tuyệt vời thể hiện sức mạnh của Mark Two.
Cuối cùng, chúng tôi in 3D một khuôn ép bằng cách sử dụng Onyx được gia cố bằng sợi HSHT. Mặc dù không bền hoặc cứng như sợi carbon, nhưng HSHT có thể giúp cho chi tiết chịu được cả nhiệt độ thấp và cao. Do đó, nó phù hợp nhất cho các chi tiết được sử dụng trong điều kiện khắc nghiệt như khuôn và nồi hấp.
 Thử nghiệm Onyx HSHT. (Ảnh của 3D Printing Industry)
Thử nghiệm Onyx HSHT. (Ảnh của 3D Printing Industry)
Thử nghiệm in cuối cùng của chúng tôi yêu cầu một chiến lược gia cố hoàn toàn khác với các bộ phận còn lại. Mục đích là làm nó ít bị biến dạng dưới nhiệt độ cao. Do đó, chúng tôi đã tích hợp các sợi HSHT ở chế độ đồng tâm thay vì chế độ đẳng hướng, giúp gia cố tất cả các đường viền dễ bị biến dạng do nhiệt nhất. Kết quả cho thấy chiếc khuôn in ra thực sự hoàn hảo – một kết quả tuyệt vời cho Markforged.
Kết luận
Markforged đã tạo ra một cỗ máy in 3D tuyệt vời – Mark Two. Chiếc máy in 3D này có thể đáp ứng mọi yêu cầu về một hệ thống composite để bàn mà bạn cần, từ cấu trúc máy được thiết kế bền bỉ, cho đến hiệu suất tuyệt vời và cả tính thẩm mỹ.
Để hỗ trợ phần cứng, Markforged đã chế tạo phần mềm Eiger thân thiện nhất có thể, bất kể kinh nghiệm của người dùng. Chương trình được thiết kế cẩn thận để làm cho quy trình in 3D dễ dàng hơn, đảm bảo người dùng có thể đi từ thiết kế đến sản xuất mà không bị vướng vào các chi tiết kỹ thuật. Điểm duy nhất mà Eiger có thể được cải thiện là việc cung cấp tùy chọn để truy cập vào toàn bộ các thông số in cho người dùng, vì điều này có thể hữu ích trong một số trường hợp nhất định.
Về mặt hiệu suất in, Mark Two hoàn toàn tuyệt vời. Mặc dù độ chính xác sẽ giảm khi in các chi tiết lớn, nhưng việc chúng tôi bắt gặp một máy in 3D thất bại trên phương diện này là vấn đề bình thường. Hơn nữa, chiếc máy này vẫn đã vượt qua từng bài kiểm tra một với điểm số vượt trội. Chất lượng bề mặt nói chung là một điểm mạnh và các sợi gia cố liên tục thực sự hiệu quả khi nói đến hiệu suất cơ học, như đã được chứng minh bằng kết quả kéo.
Cuối cùng, hệ thống Markforged đã chứng tỏ mình là một ứng cử viên hàng đầu trong đấu trường vật liệu composite – cỗ máy của họ là một lựa chọn tuyệt vời cho những người đang tìm kiếm một phương pháp đáng tin cậy để in các chi tiết được gia cố bằng sợi liên tục.
Thông số kỹ thuật
Khối lượng xây dựng 320 x 152 x 154mm
Kích thước 584 x 330 x 335mm
Trọng lượng: 16kg
Nhiệt độ vòi phun tối đa: 300 ° C
Đầu in: hai
Màn hình cảm ứng: 4 inch
Độ phân giải Z: 100 – 200 micron