
Kiểm soát chất lượng chi tiết ép nhựa
Hệ thống đo quét: ATOS
Từ khóa: Công nghệ quét 3D quang học, thử khuôn, đo kiểm sản phẩm đầu tiên hay còn gọi là First Article Inspection (FAI), kiểm tra hình dạng và kích thước chi tiết ép nhựa, kiểm soát sản xuất, phân tích độ cong vênh và co rút, đo kiểm bề dày vật liệu, kích thước hình học và dung sai (GD&T)
Thiết bị số hóa 3D ATOS dùng cho phép đo bề mặt toàn diện được sử dụng trên toàn cầu trong ngành sản xuất nhựa và ép nhựa để kiểm tra hình dạng và kích thước của các chi tiết ép nhựa. Nhờ đồ thị màu 3D hiển thị sai lệch, việc đánh giá các chi tiết trở nên nhanh hơn và hiệu quả hơn nhiều so với các phương pháp đo thông thường. Đặc biệt là độ cong vênh và co rút của các chi tiết ép nhựa được hiển thị một cách nhanh chóng và rõ ràng giúp tăng tốc quá trình thử khuôn và kiểm soát sản xuất. Do đó, công nghệ ATOS cho phép các công ty theo kịp vòng đời sản phẩm ngày càng ngắn hơn và thời gian sản xuất nhanh hơn.

Kiểm soát chất lượng
Ngày nay, khuôn dùng để sản xuất các chi tiết ép nhựa thường được tạo ra từ dữ liệu CAD đã được hiệu chỉnh. Những sửa đổi này bao gồm việc kết hợp giữa các khu vực co rút đồng nhất và không đồng nhất cùng với các góc thoát khuôn, đường phân khuôn, vv… Kinh nghiệm thực tế cũng được kết hợp để giảm những vùng có độ dày mỏng khác nhau và có thể bổ sung các đặc tính để giảm bớt việc cong vênh và xoắn trên chi tiết. Sử dụng quy tắc cơ bản này, các loại khuôn để sản xuất chi tiết đơn giản thường có thể được tính toán và gia công để tạo ra các chi tiết chất lượng cao mà không cần sửa đổi gì thêm.
Tuy nhiên, ngày nay các chi tiết đơn giản không còn là chuẩn mực nữa mà thay vào đó chúng ngày càng trở nên phức tạp hơn để giảm bớt thời gian lắp đặt. Ngoài ra, việc thu nhỏ sản phẩm, yêu cầu cao đối với thiết kế, cảm giác chạm (haptic feeling) và độ chính xác lắp ráp đòi hỏi dung sai sản xuất nhỏ hơn. Các sản phẩm truyền thống được thay thế bằng các sản phẩm hợp thời để nhanh chóng bán ra thị trường. Do đó, việc kiểm tra sản phẩm đầu tiên và kiểm soát sản xuất nhanh chóng và hiệu quả là rất cần thiết đối với các sản phẩm ép nhựa hiện nay.
Nhóm kiểm soát chất lượng phải thực hiện việc kiểm tra sản phẩm đầu tiên dựa trên các mẫu trước khi sản xuất hàng loạt và giám sát chất lượng sản phẩm trong toàn bộ quá trình sản xuất. Đối với kiểm tra sản phẩm đầu tiên, các chi tiết phải được kiểm định một cách nhanh chóng và đáng tin cậy để kịp thời sản xuất. Bộ dữ liệu đã kiểm tra và hoàn thành này cũng được sử dụng làm cơ sở để xác nhận các sửa đổi của sản phẩm trong tương lai.
Để đảm bảo chất lượng sản phẩm, độ hao mòn của khuôn và những sửa đổi nếu có trong quá trình sản xuất phải được đo và thể hiện càng sớm càng tốt để giảm thiểu chi phí.
Để đo hình dạng của một chi tiết trên máy đo tiếp xúc CMM truyền thống (máy đo tọa độ), chi tiết cần phải được cố định và căn chỉnh so với bàn máy bằng một đồ gá riêng. Trong hầu hết các trường hợp, một chi tiết như vậy chỉ được đo vài trăm vị trí và để lại những khu vực lớn trên chi tiết không được kiểm tra. Dựa vào thông tin đo lường này, kết quả liên quan đến chất lượng sản phẩm và trạng thái “tốt” hoặc “không tốt” của sản phẩm cũng được thể hiện.
Nếu chi tiết không đáp ứng yêu cầu, nhóm kiểm soát chất lượng phải nhận biết vùng nào và nguyên nhân tại sao. Đặc biệt đối với cụm lắp ráp có nhiều linh kiện riêng lẻ, điều này rất khó để phân tích nguyên nhân. Do đó, tiến trình quét có thể mất vài ngày cho đến khi nhận được hướng dẫn chính xác để chỉnh sửa khuôn.
 |
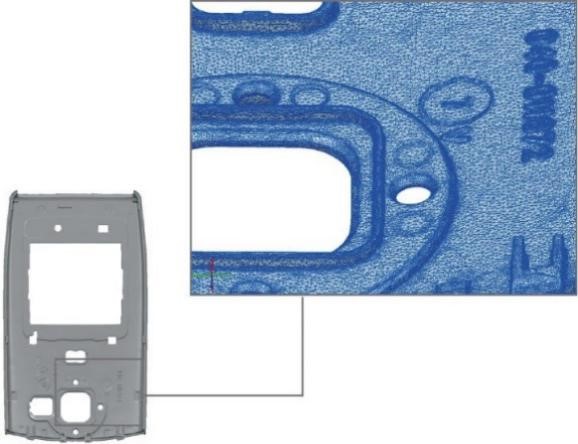 |
| Hình 1. Số hóa bằng hệ thống SO của ATOS | Hình 2: Dữ liệu đo của vỏ điện thoại Blackberry bằng thiết bị ATOS được hiện thị dưới dạng đám mấy điểm và chi tiết được phóng to với dữ liệu STL được tối ưu hóa phụ thuộc vào độ chính xác và cong vênh |
Hiện nay, các công ty tiên tiến sử dụng công nghệ đo quang học để tăng tốc quá trình kiểm tra sản phẩm đầu tiên và để giảm công sức cần thiết để đảm bảo chất lượng sản phẩm. Bằng việc sử dụng hệ thống quang học, các chi tiết ổn định có thể được đo một cách hiệu quả với mật độ dữ liệu cao (hàng triệu điểm đo) mà không cần phải sản xuất và quản lí các đồ gá chuyên dụng (Hình 1, 2). Các linh kiện đơn lẻ có thể được đo không cần gá hoặc đặt trong một bộ khung cố định cũng như phải chịu tải để xác định hình dạng, sự biến dạng và hành vi sử dụng.
Phân tích độ co rút và cong vênh
Sau khi đo linh kiện bằng hệ thống số hóa ATOS, phần mềm đo kiểm ATOS Inspection Software ngay lập tức cho phép đánh giá dữ liệu chuyên nghiệp.
Phần mềm đo kiểm ATOS có thể thấy được độ cong vênh và co rút của chi tiết ép nhựa thông qua đồ thị phân tán màu sắc (Hình 3). Nhờ vào việc so sánh toàn bộ dữ liệu quét với dữ liệu CAD (hoặc dữ liệu của chi tiết mẫu), các khu vực bị biến dạng có thể xác định ngay lập tức. Phép đo 3D toàn diện bằng máy quét ATOS cũng chỉ ra những khu vực có vấn đề dễ bị bỏ qua nếu chỉ sử dụng phép đo chạm từng điểm bằng máy đo tiếp xúc CMM.
Có thể hình dung độ cong vênh và sai số hình dạng cục bộ và toàn bộ trong phần mềm ATOS Inspection Software bằng cách sử dụng nhiều phương pháp khác nhau như 3-2-1, RPS, Best-fit,…để chập dữ liệu đo với dữ liệu CAD. Để đạt được phép chập dữ liệu cục bộ và toàn bộ đáng tin cậy, toàn bộ thông tin dữ liệu của hệ thống đo ATOS là rất cần thiết vì chỉ có dữ liệu đo bề mặt dày đặc mới cung cấp đủ các điểm đo cho nhiều lựa chọn khác nhau (Hình 4).
 |
 |
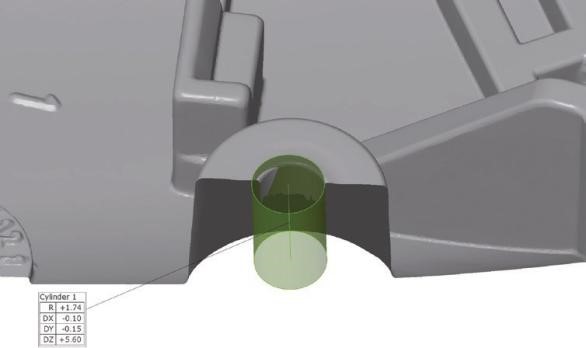
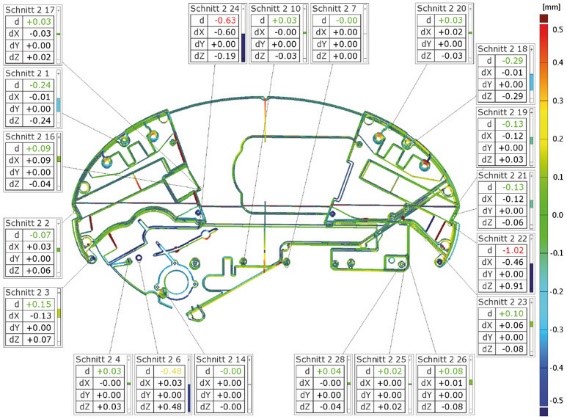
| Hình 3: độ lệch giữa dữ liệu số hóa từ mẫu thật so với dữ liệu CAD (dữ liệu danh nghĩa), phần mềm đo kiểm ATOS Inspection sẽ ngay lập tức hiển thị độ cong vênh và độ uốn của vỏ điện thoại | Hình 4: Mặt phẳng trên đầu nắp khoan bị vênh như được thể hiện trong đồ thị màu làm nổi bật các sai lệch so với dữ liệu CAD. |
Đo kiểm sản phẩm đầu tiên (First Article Inspection)
Đối với phép đo First Article Inspection (FAI) theo kiểu 2D truyền thống và kiểm tra kích thước chức năng, phần mềm ATOS Inspection Software cung cấp một công cụ đo kiểm vô hướng CMM vô cùng cao cấp (Hình 5) và chức năng GD&T ( Hình 6) chuyên nghiệp. Các nguyên tắc của GD&T như kí hiệu, quy tắc và định nghĩa được xác định bằng tiêu chuẩn quốc tế EN ISO 1101 và ASME Y14.5. Do đó, kết quả thẩm định một chi tiết có thể được hiểu trên toàn thế giới bất kể dù người kiểm tra sử dụng ngôn ngữ nào. Hơn nữa, kích thước hình học và dung sai (GD&T) cho phép đảm bảo chất lượng liên tục của một chi tiết bắt đầu từ việc thiết kế đến toàn bộ quá trình sản xuất vì nó mô tả chính xác chức năng của một chi tiết hoặc kích thước lắp ráp, hình dạng và vị trí.
Mô-đun GD & T cho phép kiểm tra độ phẳng, hình trụ, độ song song, vị trí, v.v phụ thuộc vào chuẩn hình học tương ứng.
 |
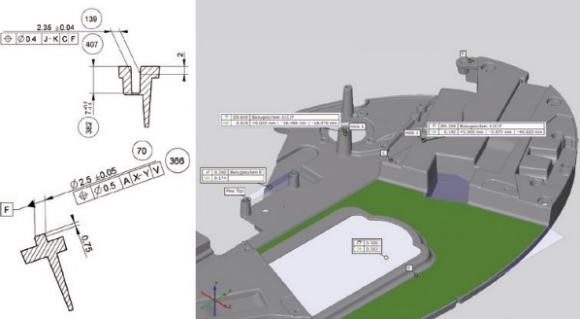 |
| Hình 5: Phân tích 2D với công cụ đo kiểm CMM ATOS | Hình 6: Phân tích một chi tiết bằng việc sử dụng mô-đun GD&T của ATOS (Kích thước hình học và dung sai) |
Dữ liệu quét toàn diện cũng cho phép áp dụng chức năng kiểm tra độ dày vật liệu của phần mềm ATOS Inspection Software để kiểm tra các vết lõm và sự tích tụ vật liệu của các chi tiết ép nhựa (Hình 7). Đo kiểm tiết diện cũng cung cấp một phân tích bổ sung chi tiết (Hình 8).
 |
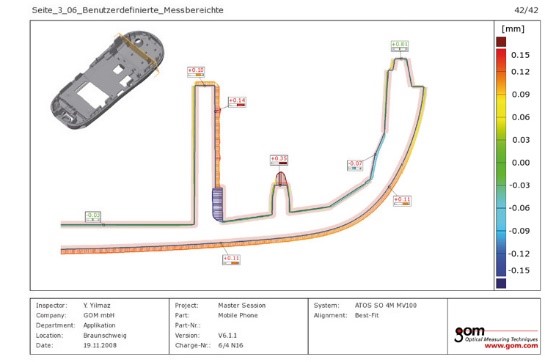 |
| Hình 7: Phân tích bề dày vật liệu bằng phần mềm đo kiểm ATOS Inspection | Hình 8: Phân tích 2D chi tiết với mặt cắt đo kiểm |
Vì dữ liệu số hóa có thể được lưu trữ và tải lại dễ dàng nên sau này có thể lấy và phân tích dữ liệu của mặt cắt và giá trị đo riêng lẻ từ dữ liệu này bất kỳ lúc nào. Có thể dễ dàng xác minh và kiểm soát hao mòn và thay đổi trong quá trình sản xuất. Do đó, dữ liệu 3D của lần đo FAI và kiểm soát sản xuất đi kèm phải đảm bảo sự đồng nhất về chất lượng sản phẩm trong toàn bộ vòng đời của chúng.
Nếu biết được sai lệch liên quan đến chức năng và chất lượng của chi tiết, giá trị kích thước chính xác có thể được lấy từ dữ liệu số hóa ATOS và những sửa đổi sẽ được chuyển đến nhà sản xuất khuôn.
Hệ thống camera lập thể của ATOS
Các hệ thống đo lường được sử dụng trong kiểm soát chất lượng phải tạo ra dữ liệu chính xác và đáng tin cậy. Hệ thống quang học cần 2 camera được thiết lập ở chế độ lập thể để đáp ứng yêu cầu này. Do đó, hệ thống ATOS tự giám sát phát hiện chuyển động của vật thể trong quá trình đo và đồng thời kiểm tra tính hợp lệ của việc hiệu chỉnh. Nhờ vào thiết lập camera lập thể, những lần quét riêng được tự động chuyển thành hệ thống tọa độ chung của vật thể với sự trợ giúp của các điểm tham chiếu. Việc gián đoạn quá trình số hóa làm mất thời gian căn chỉnh thủ công giữa các lần quét riêng lẻ của người dùng là không cần thiết.
Hệ thống ATOS linh hoạt có thể được trang bị các vùng quét khác nhau và dễ dàng điều chỉnh một loạt các tác vụ đo và độ phân giải trong vòng một vài phút. Chế độ thiết lập nhanh của cảm biến cho phép quét các chi tiết lớn với vùng quét lớn hoặc chụp lại các chi tiết nhỏ với độ phân giải cao. Toàn bộ linh kiện từ các chi tiết nhỏ đến lớn có thể được đo chỉ bằng 1 hệ thống (Hình 9,10).
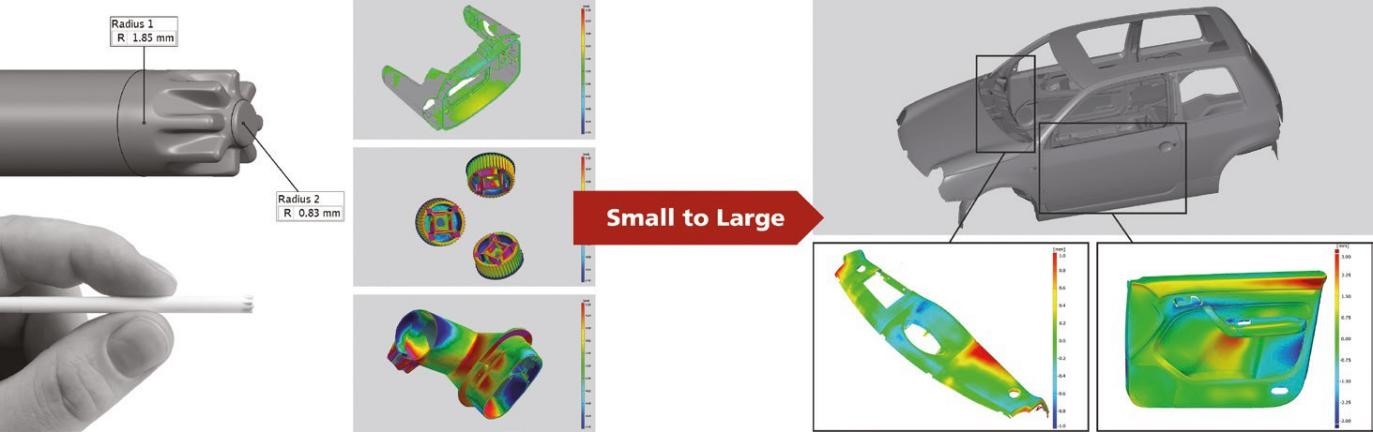
| Hình 9: Hiển thị bánh răng nhỏ, khớp nối góc và độ lệch của chúng so với dữ liệu danh nghĩa tương ứng (dữ liệu CAD), vùng đo 30×20 mm | Hình 10. Độ vênh của chi tiết nội thất ô tô, vùng đo 500 mm |
Ngoài ra, chức năng GOM Touch Probe kết hợp đo các khu vực khó tiếp cận với đo bề mặt dạng tự do của các linh kiện phức tạp trong cùng một hệ thống (Hình 11). Cảm biến ATOS trong trường hợp này được sử dụng như một thiết bị theo dõi quang học dành cho chức năng Touch Probe cầm tay để đo kiểm trực tiếp nguyên mẫu, sai lệch điểm đo so với dữ liệu CAD, vv…
 |
 |
Trong suốt quá trình thử khuôn đặc biệt là trong trường hợp khuôn có nhiều lòng khuôn thường cần phải kiểm tra một lượng mẫu đáng kể. Để tiết kiệm thời gian và tài nguyên, việc thu thập và cả đánh giá dữ liệu đều cần phải tự động hóa. Quá trình đo có thể dễ dàng được tự động hóa bằng robot, bàn xoay và thiết bị định vị đa trục dành cho các chi tiết vừa và nhỏ cũng như việc đánh giá dữ liệu đo trong phần mềm đo kiểm của GOM. Vì là phần mềm tham số nên không còn bất kỳ khác biệt nào giữa đánh giá một mẫu và đánh giá hàng loạt mẫu chung. Do đó việc lập trình với các tập lệnh và ngôn ngữ lập trình bị loại bỏ.
Trong phòng đo lường được tiêu chuẩn hóa của ATOS ScanBox, tất cả các quá trình đo lường và kiểm tra cho đến báo cáo đo kiểm đều được thực hiện một cách tự động. Điều này cho phép đảm bảo chất lượng mà không cần đến người vận hành trong môi trường sản xuất. Các model khác nhau, loạt thiết bị bao gồm 4 phiên bản phục vụ cho các chi tiết có kích cỡ khác nhau. Trong các nhà máy sản xuất công nghiệp, phòng đo đạt được tỉ lệ năng suất cao hơn vì khối lượng chi tiết lớn hơn có thể được phân tích trong thời gian ngắn hơn và quy trình đo kiểm được lên kế hoạch tốt hơn. Hơn nữa, các phòng đo có khả năng tái lập và độ tin cậy của quá trình cao hơn vì quá trình đo lường và kiểm tra có thể được triển khai tại các vị trí khác nhau mà không cần người vận hành.
 |
 |
| Hình 13: Trong phòng đo lường được tiêu chuẩn hóa ATOS ScanBox, tất cả các quá trình đo lường và kiểm tra cho đến báo cáo đo kiểm đều được thực hiện một cách tự động | Hình 14: Báo cáo đo kiểm có thể cấu hình theo yêu cầu |
Tổng kết
Các hệ thống số hóa chất lượng cao cho ra dữ liệu với đô chính xác tương đương các máy đo tọa đọ thông thường. Ưu điểm của hệ thống đo quang học là thời gian thụ thập dữ liệu nhanh, lượng dữ liệu quét được nhiều và linh hoạt trong sử dụng. Ngoài ra, dữ liệu số hóa tạo ra mô hình 3D trực quan của chi tiết và sai lệch của nó so với dữ liệu danh nghĩa và cũng có thể xuất ra để đánh giá phân phối trong tương lai.
Ngày càng có nhiều công ty kết hợp các hệ thống đo quang học được đã chứng nhận vào phòng đo của họ, việc đo lường không chỉ vì phải đạt được độ chính xác tốt hơn ngay từ đầu mà còn đưa công nghệ này đến gần hơn với sản xuất và đảm bảo chất lượng toàn diện bằng việc phân tích toàn bộ linh kiện. Ngoài ra, đồ thị màu biểu thị sai lệch rõ ràng cho phép phân tích nhanh độ vênh và độ lệch. Do đó giúp tăng tốc độ tối ưu hóa khuôn và quá trình thử khuôn.
Chúng tôi muốn gửi lời cảm ơn đến sự hợp tác của các công ty Braun, Bosch/Scintilla, Nokia, Bang. Olufsen và Volkswagen.
Các hệ thống đo quét 3D quang học khác
 |
 |
 |
 |
| AIE độc quyền cung cấp giải pháp đo lường 3D toàn diện của GOM tới các khách hàng công nghiệp, viện nghiên cứu cơ khí và trường đại học tại Việt Nam,
Liên hệ với kỹ sư của chúng tôi để được tư vấn hoàn toàn miễn phí.
|